
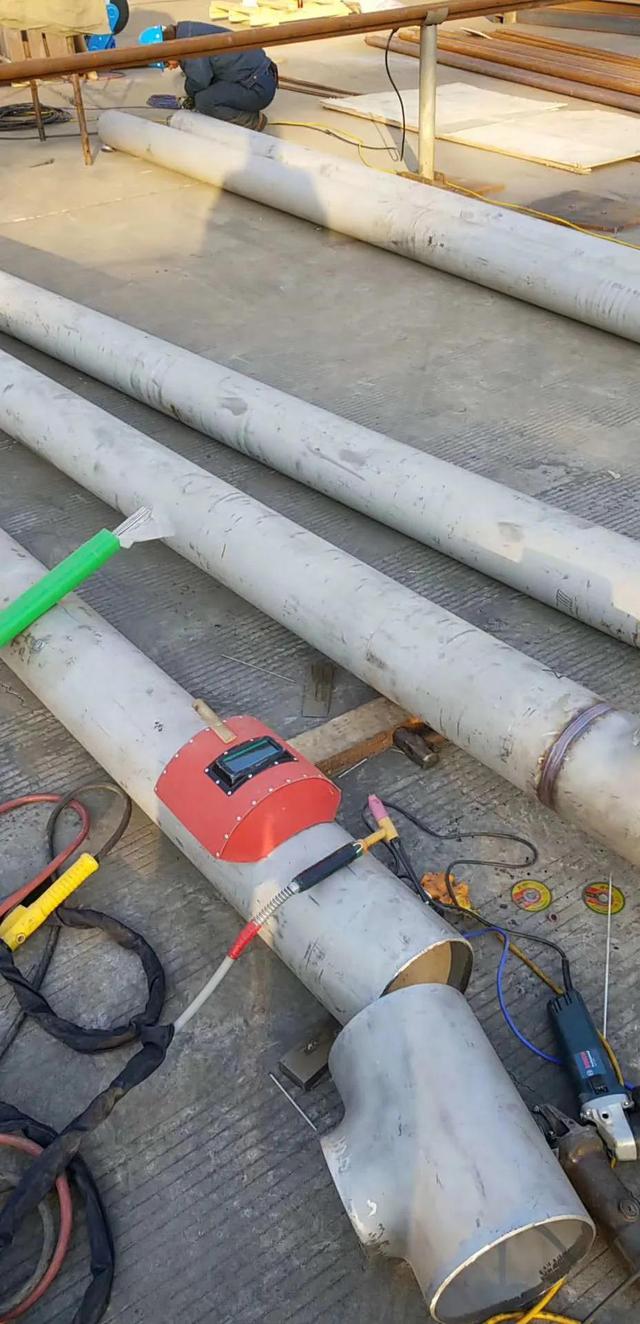
白鋼常用的焊接方法分兩種,一種是沖氬氣焊接,一種是藥性焊絲焊接,藥性焊絲也叫自保焊絲。白鋼也叫不銹鋼。一般常見的材質(zhì)0Cr18Ni9美標304和0Cr18Ni12MO2美標叫316。316里面加了鉬焊接性能比304更好,抗晶間腐蝕性能更佳,抗高溫達1200-1300度。大多應(yīng)用于石油化工行業(yè)、耐酸耐堿耐高溫的管道。
白鋼熔點低,焊接系數(shù)小應(yīng)采用小電流、焊口留縫不易過寬。采用沖氬氣焊接、防止內(nèi)部氧化發(fā)渣。待打磨好焊口之后,采用連橋點口或者點板的方式連接。個人更喜歡連板點口,焊接時一敲便掉更方便,連點的話焊到那里還需要打磨挺麻煩,白鋼焊接時非常容易變形。焊接速度越快,熱輸入越小變形量越小所以在焊接時需要注意。


沖氬第一步先做氣室。如果是直徑150以下小管子,兩頭可以用透明膠帶封口,如果是口徑在200以上,可以將海綿用剪刀比著管徑剪出一個圓墊子,注意要比管口大一點。這樣塞的比較緊實不容易漏氣。比如將兩個6米的管徑273的管子焊接在一起,這樣兩頭塞住沖氣比較浪費,等口點好之后先將皮管塞至離焊口20公分。然后焊口兩邊大約20公分,用漿糊貼上水溶紙做一個氣室。一側(cè)的水溶紙扎一個直徑半公分的小洞,防止焊完收口的時候氬氣往外頂接不上頭。
如果沒有水溶紙的情況下,也可以用兩塊海綿中間距離40公分用鐵鏈連接,綁上長鐵絲拉到焊口中間做氣室。注意用2塊小木板打孔用螺絲固定,把海綿夾中間防止海綿拉壞留在管子里。然后焊口貼上紙膠帶,用手背感覺一下氬氣吹出來,等會就可以焊接了。
我比較喜歡的送絲方式是點送絲。這種方法簡學(xué)好處是不會出未融合。等熔池打開熔孔之后才可加絲,每次加絲量要一致,熔孔打開的大小決定內(nèi)部成型的余高,保持每次熔孔大小一致,熔孔越大說明熔池溫度越高。電弧要壓低,鎢極最好用釷鎢針,左手送絲要有有節(jié)奏感,就好像找到熔孔打開之后送絲有一種吸進去的感覺,焊完氬氣充好里面焊出顏色是銀白色。仰臉位置采用內(nèi)送點絲,縫小中間點絲、縫大采用兩邊點絲。蓋面的時候等打底溫度冷一冷,如果打底不干凈可以用磨光球拋光一下,采用搖把焊接。正搖和側(cè)搖均可。
自保焊絲缺點外面有一層藥皮容易打鎢極,背部成型里面還容易有夾渣。優(yōu)點是不用充氬氣,節(jié)約成本效率高。這種焊絲我也是采用點絲方式,這樣就不會夾渣了。采用高頻率點絲法,電流略大一點,焊槍采用劃圓圈的運條方式鎢針壓低。熔池一開始是渾濁的因為上面有藥皮保護,注意知識點來了,等熔池前段打開縮孔,縮孔發(fā)亮的時候,也就是藥皮往下和熔池分開的時候加入焊絲。如果藥皮和熔池沒有分開的時候加絲,背部成型會有夾渣。焊接方式都是大同小異只要細心琢磨就能精益求精
***生產(chǎn)不銹鋼冷媒換熱管,冷水機熱泵管,霧森人造霧管,不銹鋼盤管,不銹鋼水管等,添加微信18929965023 免費寄樣(備注:公司名稱,聯(lián)系人,電話地址,快遞費我公司付!)***
如若轉(zhuǎn)載,請注明出處:http://m.agrosplet.com/?p=417
相關(guān)推薦
-
榆林薄壁304不銹鋼管廠家直銷(【榆林薄壁304不銹鋼管批發(fā),信譽有保障】)
摘要:本文主要介紹了榆林地區(qū)薄壁304不銹鋼管的批發(fā)業(yè)務(wù),并強調(diào)了其信譽有保障。讀者可以在本文中找到相關(guān)的背景信息,了解該行業(yè)的現(xiàn)狀和市場需求。 一、產(chǎn)品質(zhì)量保障 1、榆林薄壁30…
-
304不銹鋼管應(yīng)用(304不銹鋼管的應(yīng)用場景及特點)
304不銹鋼管是一種常見的不銹鋼材料,具有廣泛的應(yīng)用場景和特點。它在建筑、化工、石油、電力、食品加工等領(lǐng)域都有重要的用途。下面從幾個方面對304不銹鋼管的應(yīng)用場景及特點進行詳細的闡…
-
合肥304不銹鋼管(解密合肥304不銹鋼管的性能與應(yīng)用)
嘿,各位小伙伴,今天我們要來解密一下合肥304不銹鋼管,看看這貨到底有什么厲害的表現(xiàn),有哪些神奇的應(yīng)用!放心,我會用盡可能輕松的方式給你講述哦! 一、性能解密 首先,我們來看看合肥…
-
彩塘304不銹鋼管廠家(彩塘304不銹鋼管 廠家供應(yīng)高質(zhì)量產(chǎn)品 讓您的建筑更堅固耐用)
彩塘304不銹鋼管是一種高質(zhì)量的建筑材料,它可以讓您的建筑更加堅固耐用。下面我將從四個方面對彩塘304不銹鋼管的優(yōu)點做詳細闡述。 1、耐腐蝕性 彩塘304不銹鋼管具有出色的耐腐蝕性…
-
304不銹鋼管 零售(304不銹鋼管:品質(zhì)保障,滿足您的多樣需求)
304不銹鋼管是一種具有品質(zhì)保障的材料,能夠滿足您的多樣需求。不管是在家庭裝飾、建筑工程還是工業(yè)生產(chǎn)中,304不銹鋼管都能發(fā)揮重要的作用。下面我們將從四個方面詳細闡述其品質(zhì)保障和多…
-
不銹鋼304管規(guī)格_304不銹鋼角鋼規(guī)格
不銹鋼矩形管作為主要鋼材,在我們的日常生活中被廣泛使用。可以說,鋼管不僅減輕了支架的重量,節(jié)省了建筑材料,而且使施工變得越來越容易。那么不銹鋼矩形管規(guī)格表,不銹鋼矩形管的應(yīng)用范圍有…
-
304卡子支架不銹鋼管(304卡支架:全新不銹鋼管打造的實用利器)
喏!這就是我給你寫的由哎!看看怎么樣。 吸引讀者,引出讀者的興趣 喲,一眨眼就來到了這個充滿神秘的世界——304不銹鋼管打造的卡支架。你有沒有想過,它到底有啥獨特之處?別急,接下來…
-
嘉興304薄壁不銹鋼管廠家批發(fā)(嘉興304薄壁不銹鋼管廠家:批發(fā)價格優(yōu)惠,質(zhì)量可靠!)
摘要:本文將介紹嘉興304薄壁不銹鋼管廠家,該廠家提供批發(fā)價格優(yōu)惠,質(zhì)量可靠的產(chǎn)品。通過引入讀者興趣,為讀者提供背景信息,激發(fā)他們對該主題的關(guān)注。 一、產(chǎn)品質(zhì)量可靠 嘉興304薄壁…
-
內(nèi)蒙304不銹鋼管采購(【采購內(nèi)蒙304不銹鋼管】信息全解析:價格、品牌、性能、型號等)
摘要:本文對于采購內(nèi)蒙304不銹鋼管的信息進行了全面的解析,包括價格、品牌、性能、型號等方面的內(nèi)容。通過詳細闡述這些方面的特點和優(yōu)勢,旨在給讀者提供有關(guān)該產(chǎn)品的全面了解。 一、價格…
-
潼關(guān)304不銹鋼管子廠(潼關(guān)304不銹鋼管子廠:優(yōu)質(zhì)產(chǎn)品、全方位服務(wù),領(lǐng)先行業(yè),打造卓越品牌!)
潼關(guān)304不銹鋼管子廠是一家以生產(chǎn)優(yōu)質(zhì)產(chǎn)品、提供全方位服務(wù)、領(lǐng)先行業(yè)、打造卓越品牌為中心的企業(yè)。下面我將從四個方面進行詳細闡述。 首先,潼關(guān)304不銹鋼管子廠通過其優(yōu)質(zhì)產(chǎn)品吸引了眾…